
在高端精密制造领域,工业陶瓷部件因其高硬度、耐磨损、低热膨胀等卓越性能,已成为不可替代的“超级零件”。但决定一件陶瓷最终性能与寿命的因素,往往在成型那一刻就已注定。今天,我们一起来看看陶瓷的成型世界,如何用
“冷等静压” 工艺,锻造出性能更卓越的“陶瓷筋骨”。
陶瓷成型面面观
工业陶瓷的成型方式多样,但并非所有方法都适用于对尺寸、稳定性和可靠性有极致要求的精密结构件。
注浆成型
基本原理
利用多孔石膏模具的毛细管作用吸收浆料中的水分,从而在模具内壁形成固体坯体层。
优点
缺点
凝胶注模成型
基本原理
一种新型的胶态成型技术。在低粘度、高固相含量的陶瓷浆料中加入有机单体,在催化剂和引发剂的作用下,使浆料在模具内原位聚合凝固,形成三维网状结构,将陶瓷颗粒牢固地包裹在其中。
优点
缺点
挤压成型
基本原理
将具有可塑性的泥料通过活塞或螺杆加压,强制使其通过特定形状的模具口,形成连续不断的固定截面型材。
优点
缺点
干压成型
基本原理
将含水量低于7%的陶瓷粉料填充到金属模具中,通过上下冲头施加压力,使其成为具有一定强度和形状的坯体。
优点
缺点
传统成型工艺或受限于密度,或受限于精度,难以满足高端精密应用对材料均一性、稳定性和可靠性的严苛要求。有些公司为陶瓷导轨、量具等核心结构件,选择了技术门槛更高、但效果卓越的冷等静压成型方式。
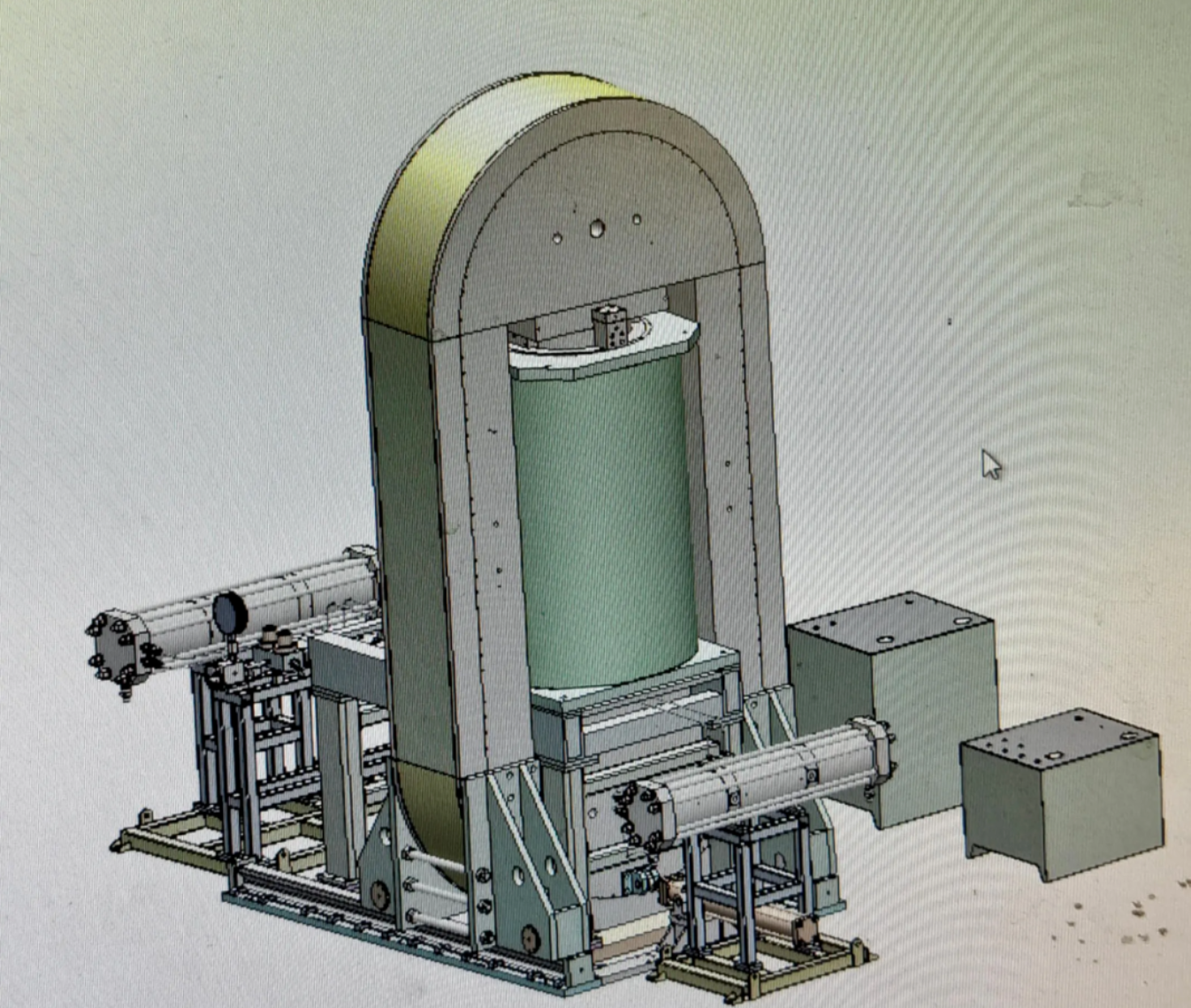
等静压成型
基本原理
将干粉料装入弹性模具中,密封后放入高压容器,利用液体或气体介质在各方向上施加超高压(可达200MPa以上),使粉体均匀致密化,最终形成一个高密度、高均匀度的坯体。
优点
缺点

冷等静压成型
高端精密制造设备结构件的更优解
对于陶瓷导轨、陶瓷量具而言,材料任何一点不均匀都是性能的“短板”。冷等静压工艺带来的优势,弥补了这些短板。
极致的密度与硬度均匀性
各点性能高度一致,无薄弱环节。这意味着我们的陶瓷导轨在全程运行中,摩擦磨损均匀,不会出现局部过度磨损导致的精度丧失,使用寿命极大延长。
卓越的尺寸稳定性与几何精度
均匀的密度保证了烧结过程中收缩率的高度一致,能获得极佳的形位公差(如直线度、平面度)。这对于陶瓷量具和气浮导轨的基准面至关重要,是保证其测量精度和运动精度的物理基础。
优异的机械性能与可靠性
高且均匀的密度,带来了更高的断裂韧性、抗弯强度和弹性模量。使得陶瓷部件能承受更大的负载和更复杂的应力,在高速、高精度的应用场景下,抗冲击、抗疲劳能力更强,运行更平稳、更可靠。
“各向同性”的魔法
这是冷等静压区别于单向压制的核心魔法。它意味着材料在各个方向上的性能(如热膨胀系数、力学性能)完全相同。这对于工作在温度波动环境下的精密设备来说,确保了部件不会因方向性的膨胀/收缩差异而产生内应力或变形,稳定性卓越。
以上就是诺一精瓷关于“精密陶瓷的“内核”之争,为何选择冷等静压成型方式?”的分享,部分内容来自网络,仅供参考。
【工业陶瓷件加工定制厂家】认准诺一精瓷,可提供氧化铝陶瓷、碳化硅陶瓷、氮化铝陶瓷、氧化锆陶瓷、氮化硅陶瓷、陶瓷计量泵、陶瓷柱塞泵、陶瓷吸盘、陶瓷结构件、工业陶瓷件、半导体陶瓷备件、半导体陶瓷材料等精密陶瓷研发生产加工定制,可按需加工各类精密陶瓷板,棒,阀,管,环,块,片,针,轴,螺杆,喷嘴,托盘,吸盘,柱塞,微孔陶瓷等不同形状、工艺的精密陶瓷制品,欢迎您的咨询。


